
お問い合わせ・資料請求
tel.03-5637-2022


製造工程について
ロールを回転させて圧延するカレンダー工法のプラスチックフィルム・シートメーカーとして、ライン全体保守、作業標準、熟練の目、計測機器による製造・品質管理のもと、原料の混合からフィルム巻き取りに至る連続した工程で、確実な品質と多様な機能製品をお届けいたします。
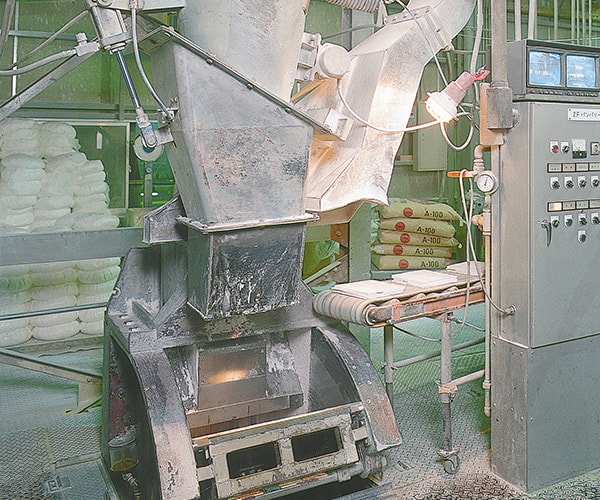
配合工程
PVC樹脂、可塑剤、安定剤、充填剤などの原料を計量しヘンシェルミキサーで均一に攪拌分散させます(混和)。
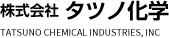
この粉状の混和配合物(パウダーコンパウンド)を着色剤と共にバンバリーミキサーにて熱と圧力とせん断力によりお餅状にゲル化させます(一次混練)。
当社ではゲル化したコンパウンドができるまでを配合工程と称しています。

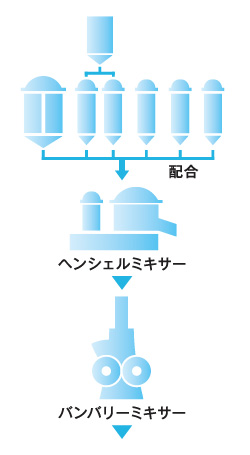
混練工程
加熱されたミキシングロールで原料コンパウンドを何度も切り返し(混錬)、最後にスリットして圧延しやすいベルト形状に整えます。
ベルト状のコンパウンドは、ストレーナーで不純物異物をとり除かれたあと、圧延工程にフィードされます。

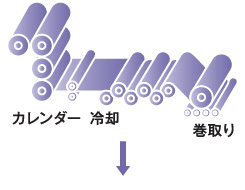
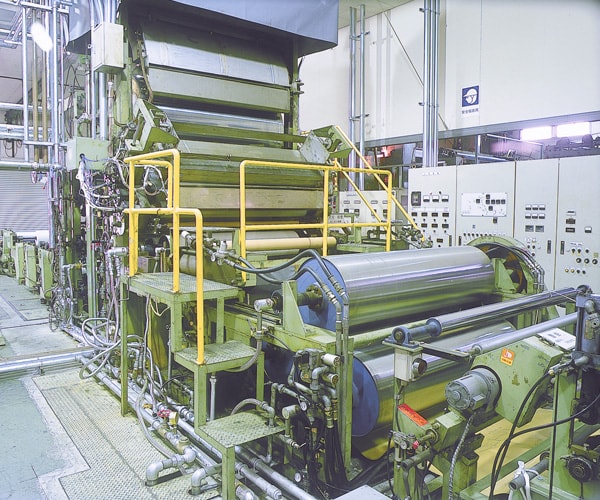
圧延・巻取工程
ゲル化したコンパウンドをカレンダー機で160℃程度の温度で圧延しフィルムとします。
フィルム表面の意匠性・粗さ・光沢を調整し常温まで冷却後、両端部をトリミングし、表面状態・厚み分布の安定した部分をワインダーでロール状に巻取ります。

二次工程
ガラス繊維・布・紙との貼り合せ品、土木シートや防水シートなどの積層製品をつくるときは、エンボス工程でシート・フィルムに表面加飾(模様の型押し)をしながら、同種・異種との貼りあわせ加工を行います
当社は接着剤によるドライラミネート法よりは、加熱ラミネート法を専らとしています。
| 設備 | 対象製品 |
|---|---|
| エンボス設備 | 型押し製品 |
| ラミネート製品 | |
| アニール設備 | 低収縮製品の養生 |
| 厚地シートの養生 | |
| 表面塗工設備 | EVAシート |
| インクジェット印刷用製品 |
お見積もりや各種ご相談、資料請求を承ります。
どうぞお気軽にお問い合わせください。